
Por kompreni la defiojn alportitajn de miniaturigitaj komponantoj al lutpasta presado, ni unue devas kompreni la arean rilatumon de stencilprintado (Area Ratio).
Por la lutpasto presado de miniaturigitaj kusenetoj, ju pli malgranda estas la kuseneto kaj la stencilmalfermaĵo, des pli malfacile estas por la lutpasto apartiĝi de la stenciltrua muro.Por solvi la lutpaston presadon de miniaturigitaj kusenetoj, estas la sekvaj solvoj. por referenco:
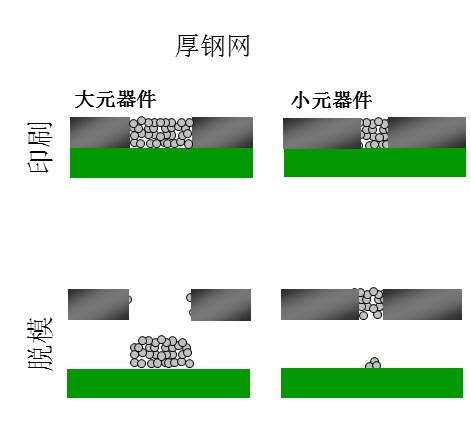
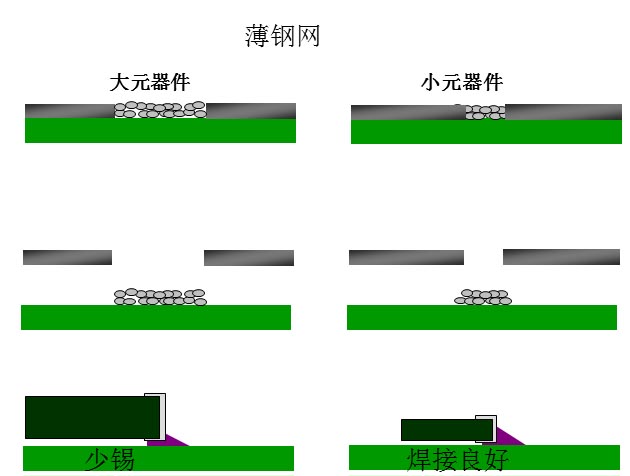
- La plej rekta solvo estas redukti la dikecon de la ŝtala maŝo kaj pliigi la arean rilatumon de malfermoj. Kiel montrite en la figuro malsupre, post uzi maldika ŝtalo maŝo, la lutado de la kusenetoj de malgrandaj komponantoj estas bona.Se la substrato produktita ne havas grandajn komponantojn, tiam ĉi tiu estas la plej simpla kaj efika solvo.Sed se estas grandaj komponantoj sur la substrato, la grandaj komponantoj estos malbone lutitaj pro la malgranda kvanto da stano.Do se ĝi estas alt-miksa substrato kun grandaj komponantoj, ni bezonas aliajn solvojn listigitajn sube.
- Uzu la novan teknologion de ŝtala reto por redukti la postulon pri la proporcio de malfermoj en la stenilo.
1) Ŝtalo-ŝablono FG (Fine Grain).
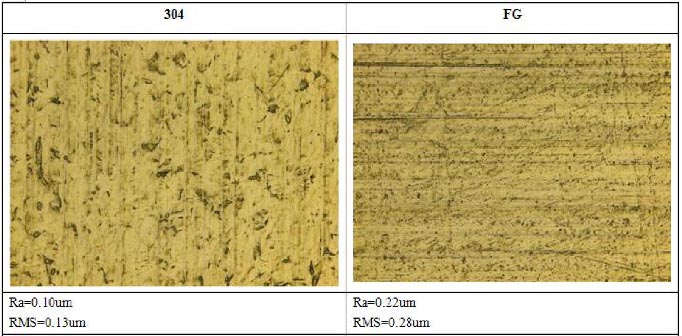
La ŝtalo de FG enhavas specon de niobio-elemento, kiu povas rafini la grenon kaj redukti la trovarmigan sentivecon kaj temperitan fragilecon de ŝtalo, kaj plibonigi la forton.La trua muro de lasero tranĉita FG-ŝtalo estas pli pura kaj pli glata ol tiu de ordinara 304-ŝtalo, kiu estas pli favora al malmoldado.La malferma areoproporcio de la ŝtala maŝo farita el FG-ŝtalo povas esti pli malalta ol 0,65.Kompare kun la 304-ŝtala maŝo kun la sama malferma proporcio, la FG-ŝtala maŝo povas fariĝi iomete pli dika ol la 304-ŝtala maŝo, tiel reduktante la riskon de malpli stano por grandaj komponentoj.
Afiŝtempo: Aŭg-05-2020